

Although an excellent mixing device, the pumping efficiency of a co-rotating TSE (twin screw extruder) is poor, approximately 15% efficient. This is manifested as undesirable temperature rise of the molten compound occurring mostly at the screw tips (discharge end of the extruder). A restriction here, for example, small diameter die holes and/or a tight mesh screen pack increases the exit melt pressure and results in a temperature rise of the molten compound. This temperature rise can limit extrusion output rates therefore taking steps to minimize this temperature rise can be crucial to the process. A test was set up at the ENTEK Pilot Plant to minimize temperature rise by making some simple processing changes without incurring capital expenditure. This test was performed with a 50% talc filled 12 melt polypropylene masterbatch on a 43mm co-rotating TSE. Here are the learnings:
- 40 pitch convey screw elements (CoC-2-40) performed the best.
- 60 pitch convey (CoC-2-60), single flight convey 60 pitch (CoC-1-60) and undercut feed 60 pitch elements (CoF-2-60) all performed the same.
- Running the extruder exit barrels (last 2) at significantly lower barrel temperature set points, significantly reduced the compound melt temperature.
The test was carried out by installing 3 different restrictions at the outlet of the extruder to simulate a low, medium and high back pressure of around 500, 900 and 1,300 Psi for this compound. The temperature probe shown below was used to measure temperature rise.

The last 240mm (5.5 L/D) of convey elements on the extruder screw configuration were altered with different styles and pitches. Below is a graph showing the resulting temperature rise with respect to the different pitch convey elements.
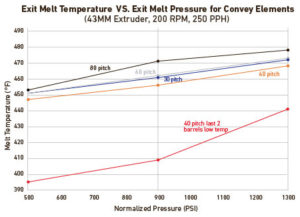
Operating the last 2 barrels set at a temperatures roughly 200°F colder than the upstream adjacent barrels was explored further to extrapolate the benefit shown in the graph above for higher rates. Operating at 750 lbs/hr, 600rpm screw speed using 40 pitch convey elements at the discharge end of the screw and a back pressure of 1,260Psi, the melt temperature was 470°F. The last 2 barrel temperatures were lowered and the pressure increased to 1,385Psi and the melt temperature dropped to 456°F. This indicated a benefit but a diminished benefit compared to the lower extrusion rates as shown in the graph above.
This test concluded that a 1 D pitch convey screw element is the most efficient pitch for pumping, in this case 40 pitch for a 43mm diameter extruder. It was also noted that significantly lowering the temperatures of your last barrel or two reduces melt temperature.
Recent Comments